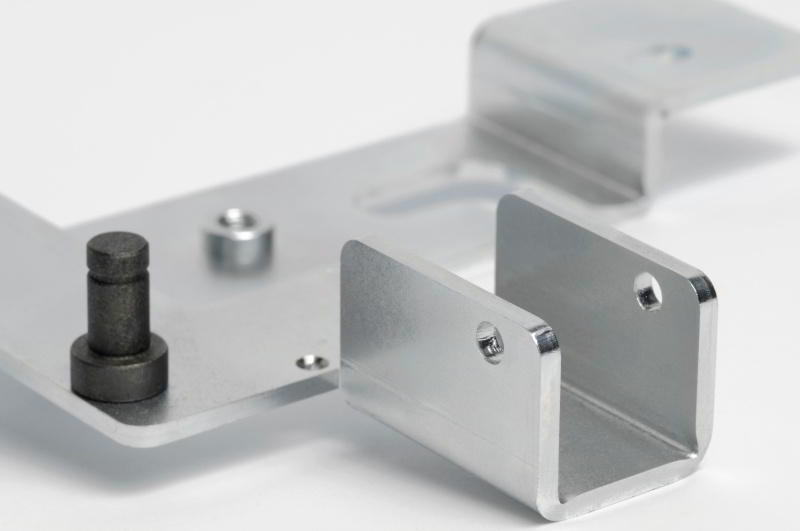
Fastener insertion
During this process the fasteners (bolts and nuts) are pressed into the sheet metal parts, as ductile material. This results in a cold flow leading to an extremely strong bond against both torsion and tensile loads. Important condition that the fastener should be harder then the raw material of the sheet metal part and the raw material should be well formed when cold.
The advantages of the technology:
- The bond between the fasteners and the part can be as strong as it was welded
- No heat effect, no discoloration
- High aesthetic standards
- Both assembly and material costs can be saved when using pressed fasteners
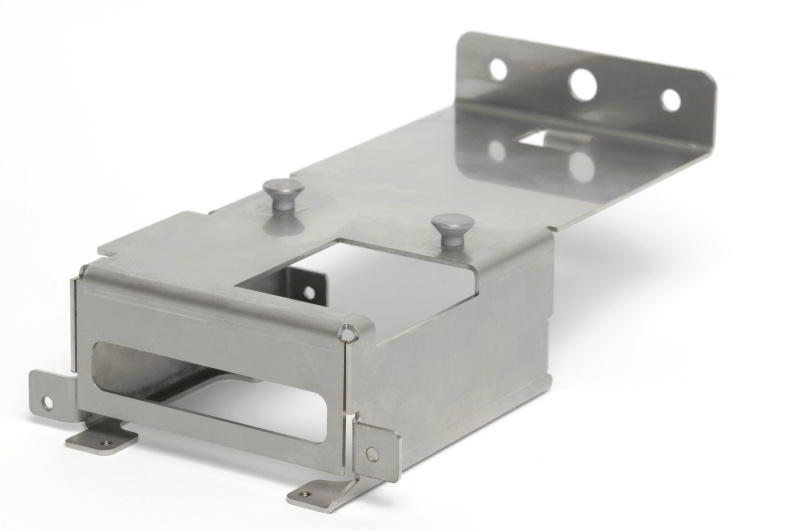
For the majority of our products the sheet metal part becomes complete with this operation.
| Technical details: | |
|---|---|
| PEMSERTER Series 4 inserter | |
| Maximum distance of the fastener from the edge of the part: | 450 mm (the distance can decrease in case of a bent part) |
| Minimum material thickness: | S=0,8 mm |
| Dimensions of the fasteners: | |
| Nuts to be pressed in: | M2-M8 |
| Studs to be pressed in: | M2,5-M6 L=6-8-10-12-15 ......35 |
| Spacers to be pressed in: | M3-M5 L=3-25 mm |
| Haeger 824 Windowtouch 3 inserter | |
| Pressing power: | 72kN |
| Stroke length: | 0-220mm |
| Intensity per hour: | 2000 pcs /h |
| Repetition accuracy: | +/- 1 % |
| Modular automatic fastener feeder | |