Metal Punching
Sheet metal fabrication with CNC punching on a combined punch-laser machine
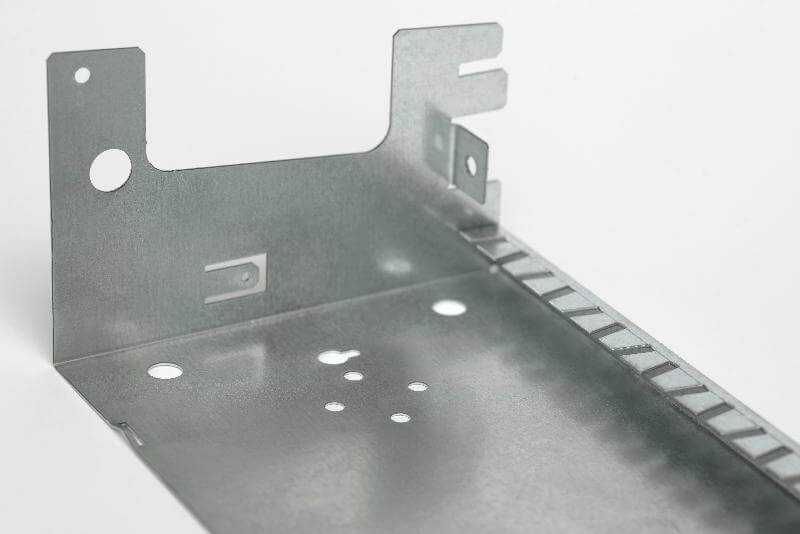
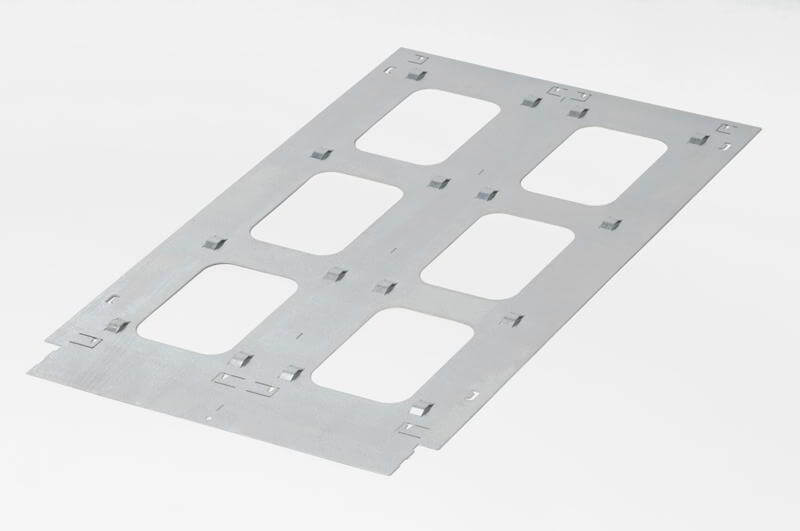
With our combined punch-laser machines the flexibility of laser cutting is combined with the advantages of punching. The combination of the two cutting technologies offers several new opportunities: complex, complicated sheet metal parts can be produced. The advantages can be used best and we prefer manufacturing with combining these two technologies. For this reason we cannot undertake simple perforating tasks.
With our punch-laser machines the following processes are possible:
- Punching: mechanical cutting process. The measured made tools cut out a contour on the surface of the sheet corresponding to their size and shape in the position defined by the CNC program.
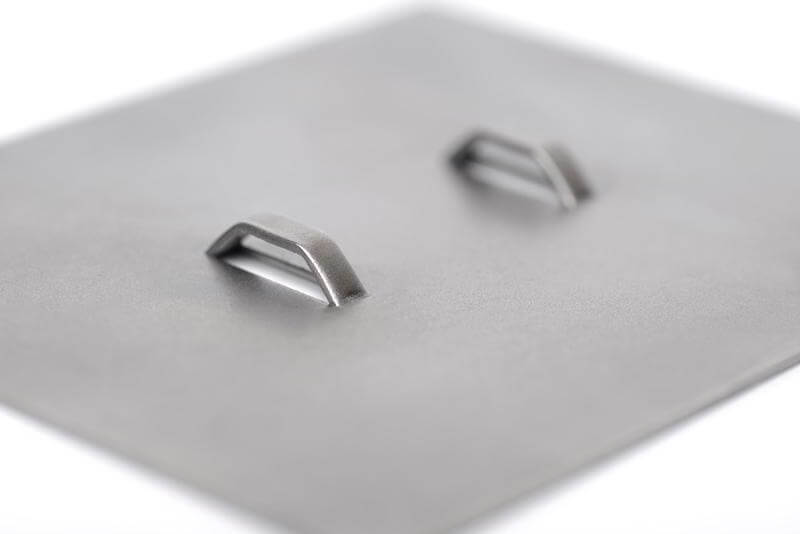
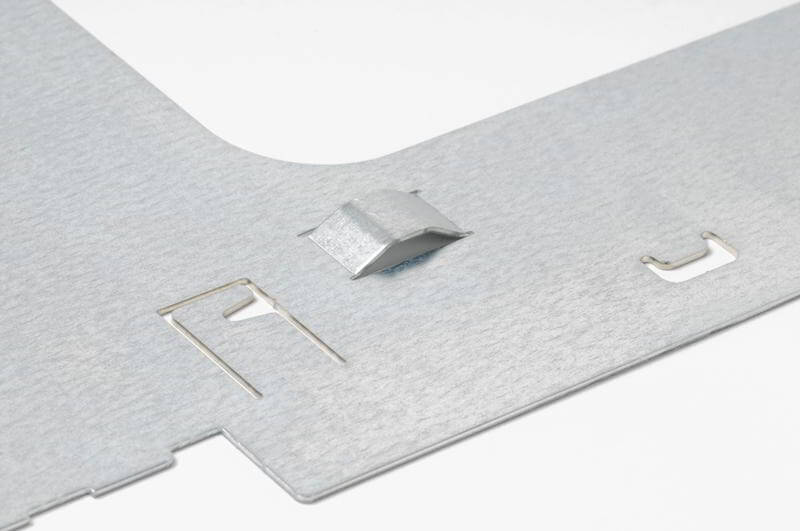
- Lancing, pressing: carrying out a partial cut in the sheet, so that the material is not removed
- Nibbling: punching a series of small holes along a path in order to cut out a bigger shape
A broad portfolio of tools is necessary because of the large variety of material types and thicknesses. Due to the high tooling costs, the cost effectiveness of punching prevail primarily at large series/volume. When looking at the economical aspects the laser cutting combined with punching has an advantage by making certain cutting tasks flexibly with laser. So, middle sized series/volumes benefit from the combined technologies.
Ask for our sheet metal fabrication quote!
What happens at Melior from RFQ to delivery?
| Material quality, thicknesses: | |
|---|---|
| Carbon steel, cold-rolled sheet, oxygen cutting gas, combined operating mode, e.g. DC01: 3 mm | up to 3 mm |
| Carbon steel, cold-rolled sheet, nitrogen cutting gas, laser operating mode, e.g. DC01: 2 mm | up to 2 mm |
| Stainless steel e.g. 1.4301: combined operating mode: 3 mm | up to 3 mm |
| Hot-dip galvanized sheet e.g. DX51: laser operating mode: 2,5 mm, punching operating mode: 3 mm | laser mode: 2,5 mm punch mode: 3 mm |
| Aluminium alloy e.g. AlMg3: combined mode: 3 mm | up to 3 mmg |
| Copper, pure aluminium (Al99,5): punching operating mode: 3 mm | up to 3 mm |
| Max. working range: | |
|---|---|
| (X x Y) in combined punch-laser operating mode, without spanning | 3050x1550 mm |
| (X x Y) without spanning in laser mode | 3050x1550 mm |
| (X x Y) without spanning in punch mode | 3050x1550 mm |
Positioning accuracy of ± 0,1 mm, repeatability ± 0,03 mm
Set of tools, processes:
- Tool set primarily for forming, tool order possible based on individual requirements
- Thread punching
- Sinking
- Thread forming
- Marking
- Engraving
What to consider when designing a punched part? - Punching design information for engineers
Learn more about Melior's punching projects - Blog entries about punching