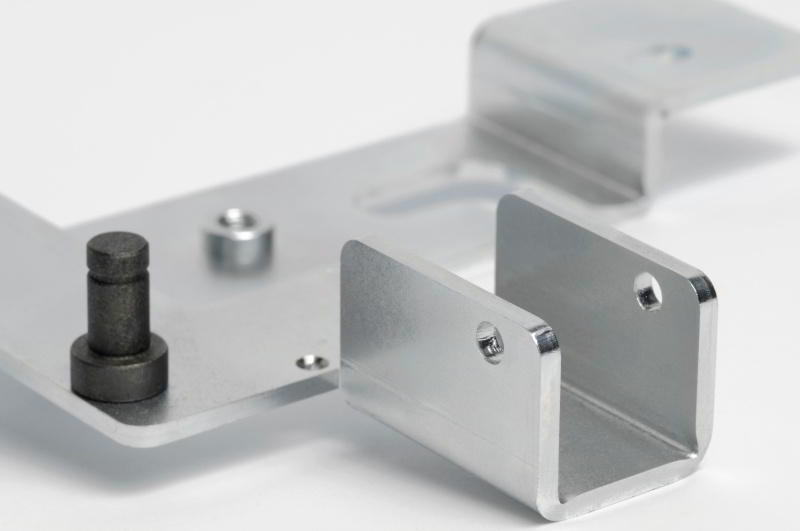
Einpressen von Verbindungselementen
Das Verfahren ergibt eine enorm feste Verbindung gegen Belastungen sowohl in Dreh- als auch in Ziehrichtung so, dass den Verbindungselementen (Bolzen und Muttern) in das Blechteilen als in kalt gestaltbarem Trägermaterial gepresst werden und so Kaltfließ hervorrufen. Es ist eine wichtige Bedingung, dass das Verbindungselement härter als das Grundmaterial des Blechteils, und das Grundmaterial des Blechteils kalt gut gestaltbar sein soll.
Die Vorteile der Technologie:
- Die Verbindung zwischen den Verbindungselementen und dem Blechteil es mit Schweißverbindung aufnehmen kann
- Es ist kein Thermoeffekt, keine Verfärbung
- Hohes ästhetisches Niveau
- Mit Verwendung eingepressten Verbindungselementen kann man Montierungs- und Materialkosten ersparen
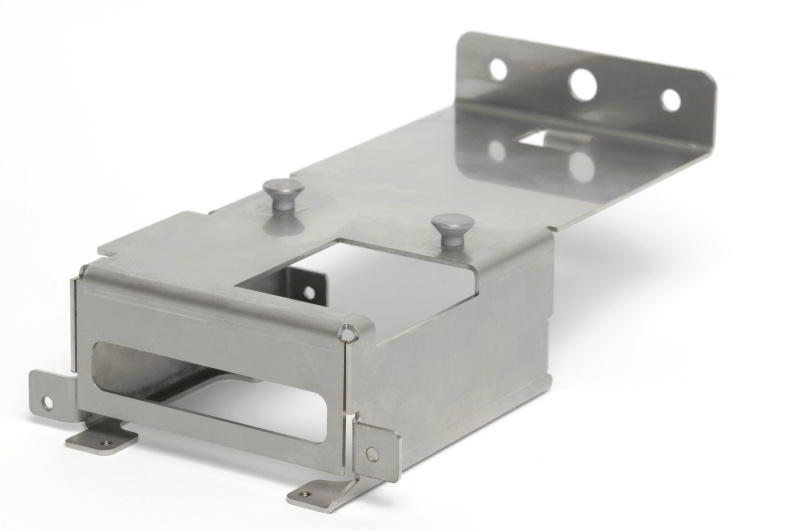
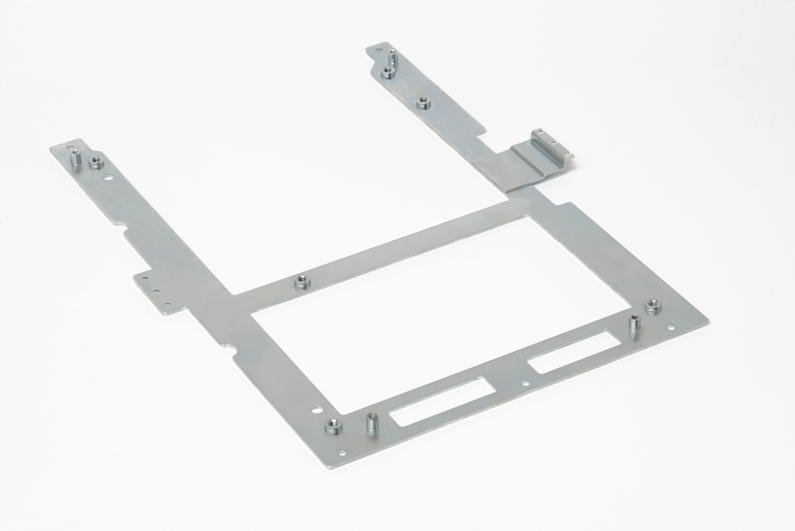
Bei einem bedeutenden Teil unserer Produkte vervollständigt sich der Blechteil in Herstellung mit dieser Operation.
| Technische Daten, Kennzeichnungen: | |
|---|---|
| Mit PEMSERTER Series 4 Presse | |
| Die größte Entfernung des Verbindungselements von der Kante des Teils: | 450mm (bei gebogenem Werkstück kann die Entfernung geringer werden) |
| Die kleinste bearbeitbare Blechdicke: | S=0,8mm |
| Größe der Verbindungselemente zum Einpressen | |
| Muttern zum Einpressen: | M2-M8 |
| Bolzen zum Einpressen: | M2,5-M6 L=6-8-10-12-15 ......35 |
| Abstandhalter zum Einpressen: | M3-M5 L=3-25 mm |
| Mit Haeger 824 Windtouch Presse | |
| Presskraft: | 72kN |
| Tiefe des Hubs: | 0-220mm |
| Intensität pro Stunde: | 2000 pcs /h |
| Wiederholungsgenauigkeit: | +/- 1 % |
| Modulare automatische Zuführung des Verbindungselements | |